欢迎来到昆山球盟会精密机械有限公司【官网】—— 铜螺母镶嵌件,数控车削件加工,精密偏心轴加工,车铣一体复合加工,走心机加工
语言选择:  ∷
∷ 
∷ ∷ 
精密加工工艺是指加工精度和表面光洁程度高于各相应加工方法精加工的各种加工工艺。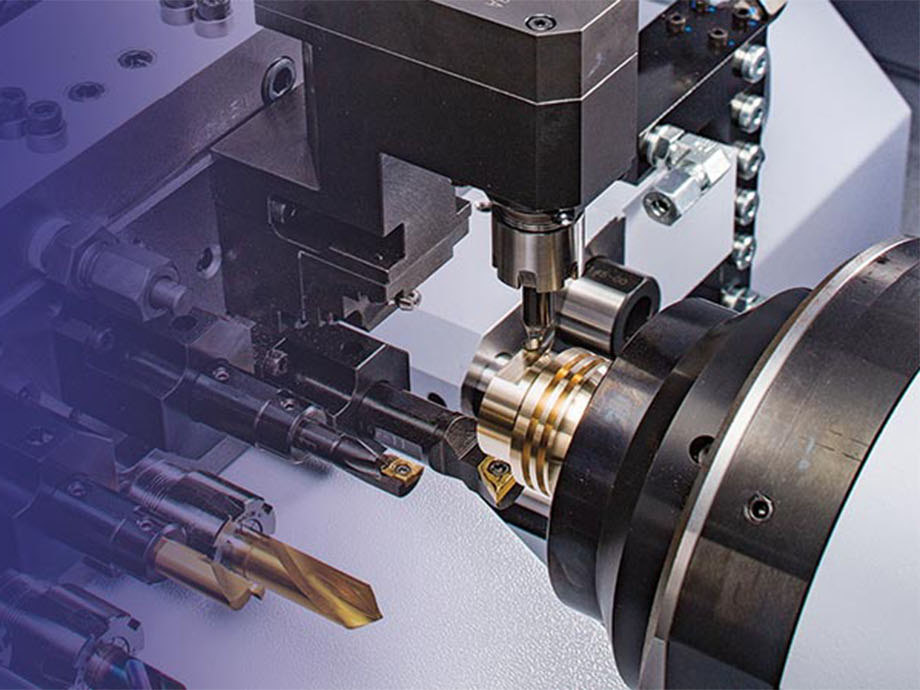
精密加工工艺包括精密切削加工(如金刚镗、精密车削、宽刃精刨等)和高光洁高精度磨削。精密加工的加工精度一般在10~0.1μm,公差等级在IT5以上,表面粗糙度Ra在0.1μm以下。
依靠精度高、刚性好的机床和精细刃磨的刀具用很高或极低的切削速度、很小的切深和进给量在工件表面切去极薄一层金属的过程,显然,这个过程能显著提高零件的加工精度。
由于切削过程残留面积小,又最大限度地排除了切削力、切削热和振动等的不利影响,因此能有效地去除上道工序留下的表面变质层,加工后表面基本上不带有残余拉应力,粗糙度也大大减小,极大地提高了加工表面质量。

扩展资料:
一、超精加工特点
1、超精加工是利用装在振动头上的细磨粒油石对工件进行微量切削的一种磨料精密加工方法。
2、超精加工主要是减小Ra值,可达0.2~0.012μm ,可适当提高形状精度。
3、超精加工生产率很高,常用于加工曲轴、轧辊、轴承环和某些精密零件的外圆、内圆、平面、沟道表面和球面等。
二、作用
高光洁高精度磨削同样要求机床有很高的精度和刚性,磨削过程是用经精细修整的砂轮,使每个磨粒上产生多个等高的微切削刃,以很小的磨削深度,在适当的磨削压力下。
从工件表面切下很微细的切屑加上微切削刃呈微饨状态时的滑擦,挤压、抚平作用和多次无进给光磨阶段的摩擦抛光作用。
从而获得很高的加工精度和物理机械性能良好的高光洁表面。综上所述,采用精密加工工艺可全面提高工件的加工精度和表面质量。
Copyright © 2022 昆山球盟会精密机械有限公司 All Rights Reserved. 地址:江苏省昆山市玉山镇城北志圣路28号 苏ICP备11045520号-1 风云网络

苏公网安备 32058302002892号






